Reiben 01.06.2008, 15:13
Wenn in Werkstücken kleinere, passgenaue Bohrungen benötigt werden, greift man zur Reibahle.
1. Ausbildungsjahr
Genaue Bohrungen durch Reiben
In Werkstätten werden häufig Handreibahlen verwendet, aber auch verstellbare Reibahlen, deren Durchmesser sich geringfügig verändern lassen. Der Einsatz der Maschinenreibahle ist nur mit Bohrmaschinen möglich, oder, in speziellen Fällen, mit Dreh- oder Fräsmaschinen. Die Handreibahle erkennt man an ihrem langen Schneidenteil und am Vierkant, auf den das Windeisen aufgesetzt wird.
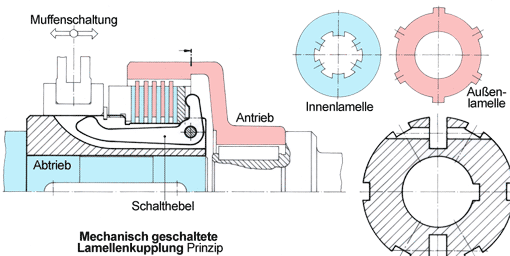
 Reibahlen können gerade verzahnt oder gewendelt (schräg verzahnt) sein. Die Schrägverzahnung tut gute Dienste bei Bohrungen, die z. B. durch Passfedernuten unterbrochen sind. Dort hakt die gewendelte Reibahle nicht ein, weil die schräg laufenden Zähne die Nutenbreite überbrücken.
Reibahlen können gerade verzahnt oder gewendelt (schräg verzahnt) sein. Die Schrägverzahnung tut gute Dienste bei Bohrungen, die z. B. durch Passfedernuten unterbrochen sind. Dort hakt die gewendelte Reibahle nicht ein, weil die schräg laufenden Zähne die Nutenbreite überbrücken.
Reibahlen sind sehr teure Werkzeuge, weshalb sie schonend behandelt werden müssen. Dies betrifft das Arbeiten gleichermaßen wie die Aufbewahrung. Reibahlen sollten nie in Blechschubladen, wo sie mit ihren empfindlichen Zähnen hin- und herrollen können, herumliegen. Ein guter Schutz ist eine die Schneiden eng umschließende Kunststoffhülse, in die sie nach jedem Einsatz zurückgesteckt werden.
Wie arbeitet man mit der Reibahle?
Will man eine Bohrung mit ø12 durch Reiben herstellen, dann bohrt man zuerst ein Loch mit 11,7 mm Durchmesser. Diese Reibzugabe ist bei kleinen Bohrungsdurchmessern kleiner, bei größeren größer. Dann wird mit der Maschinenreibahle ø12H7 ausgerieben. Das Reiben geschieht, wie das Senken, mit kleiner Schnittgeschwindigkeit und mit Zugabe eines Kühl-Schmiermittels.
Die Spanabnahme durch die Reibahle findet hauptsächlich im Bereich des konischen Anschnitts statt. Dort schneiden die Zähne, während sie weiter oben nur noch glätten, und dadurch die Oberflächengüte der Bohrungswandung weiter verbessern.