Gewinde, Gewindeschneiden 22.08.2008, 14:26
Wie entsteht eine Schraubenlinie (und damit ein Gewindegang)? Welche Gewindeabmessungen sind wichtig? Kleinere Gewinde werden oft noch von Hand geschnitten.
1. Ausbildungsjahr
Gewindeschneiden von Hand
Das Gewindeschneiden von Hand ist eine im Maschinenbau noch häufig vorkommende Arbeitstechnik. Dabei müssen sowohl Gewinde neu geschnitten oder - beispielsweise bei Reparaturarbeiten – beschädigte Gewinde nachgeschnitten werden.
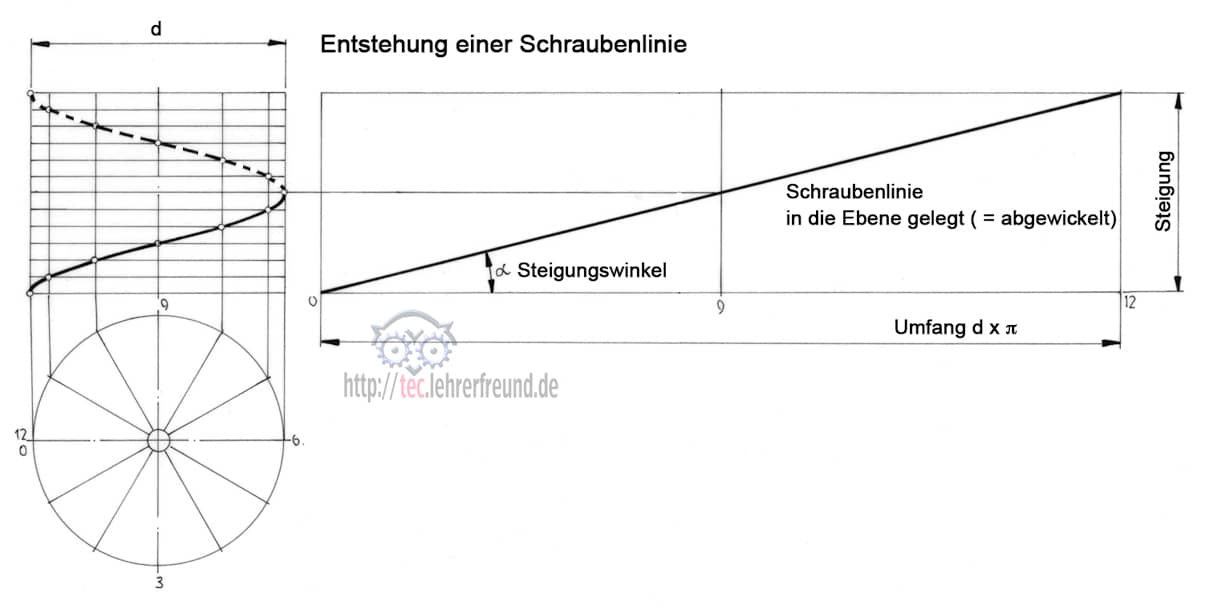
Entstehung einer Schraubenlinie, Maße am Gewinde
Eine Schraubenlinie ( = Gewindegang) entsteht, wenn ein Punkt (ein Drehmeißel) auf einem sich gleichmäßig drehenden Zylinder in Richtung der Drehachse mit gleichbleibender Geschwindigkeit bewegt wird.
Die Steigung P ist der Abstand zwischen dem Anfangs- und dem Endpunkt einer Windung. Wickelt man einen Gewindegang ab, d. h. legt man ihn in eine Ebene, dann ergibt sich ein rechtwinkliges Dreieck mit den Katheten d x p und P.
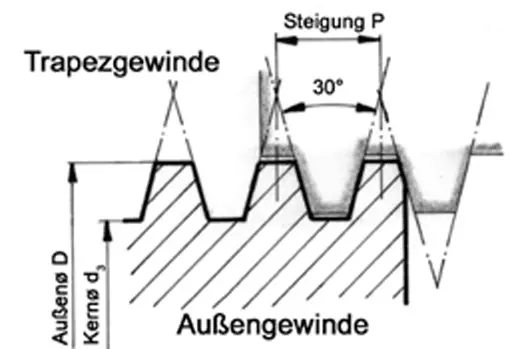
Gewindeprofile, Sondergewinde
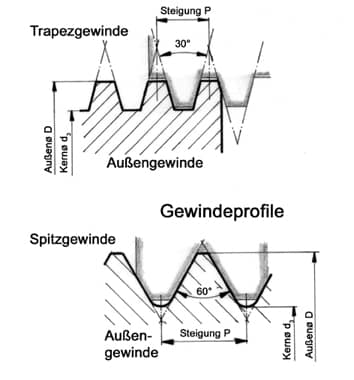
Das verbreitetste Gewindeprofil ist das Spitzgewinde. Zwei Formen gibt es davon: das metrische ISO-Gewinde DIN 13; sein Flankenwinkel ist 60°. Das Whitworth-Gewinde oder Zollgewinde DIN EN ISO 228 hat einen Flankenwinkel von 55°. Whitworthgewinde, bei denen Durchmesser und Steigungen als Zollmaß angegeben werden, finden hauptsächlich in der Installationstechnik Verwendung. In der Land- und Baumaschinentechnik, wo nicht wenige Hersteller Töchter angelsächsischer Firmen sind, sind sie noch häufig anzutreffen.
Die wichtigsten Bezeichnungen und Maße am Gewinde zeigen die Bilder.
Mehrgängige Gewinde sind wegen ihres großen Steigungswinkels Bewegungsgewinde. Sie erlauben schon mit einer Teildrehung eine starke axiale Verschiebung des Gewindeteils. Ist das Gewinde zweigängig, beginnt alle 180° ein neuer Gewindegang, ist es dreigängig, alle 120°.
Normale Gewinde haben Rechtssteigung. Linkssteigende Gewinde werden verwendet, wenn durch den Kraftangriff ein Lösen des Rechtsgewindes zu befürchten ist.
Verwendungszweck
Für Schraubenverbindungen verwendet man fast ausschließlich Spitzgewinde. Sie sind bewährte Befestigungsgewinde. Wo dagegen ein Gewinde Drehbewegungen ausführen muss, eignen sich besser das Trapez-, das Rund- und das Sägegewinde mit ihrer geringeren Flankenreibung. Diese drei Gewindearten werden deshalb als Bewegungsgewinde bezeichnet.
Bei Spitzgewinden gibt es neben dem Regelgewinde (z. B. M 6, M 12 usw.) Feingewinde und - weniger häufig - mehrgängige Gewinde.
Feingewinde (z. B. M 12x1,5; M 50 x1,5) werden meist bei beengten Platzverhältnissen eingesetzt. Größere Durchmesser (etwa ab 30 mm) sind fast ausschließlich mit Feingewinden versehen. Ein Nebeneffekt des Feingewindes: Die Lösungsgefahr bei zusammengeschraubten Teilen ist wegen der größeren Flankenreibung und der damit höheren Selbsthemmung geringer als beim Regelgewinde.
Gewindebezeichnungen
Die Kurzbezeichnung eines metrischen Gewindes besteht aus einem Buchstaben, der die Gewindeart kennzeichnet und einer Zahl für den Gewinde-Außendurchmesser. Bei Feingewinden und manchen Bewegungsgewinden wird zusätzlich die Gewindesteigung P angegeben.
Beispiele:
Spitzgewinde: M 20 (dies ist ein Regelgewinde mit P = 2,5 mm Steigung)
Spitzgewinde als Feingewinde: M 20 x 1,5 ( = Metrisches ISO-Gewinde mit 20 mm Außendurchmesser und 1,5 mm Steigung)
Spitzgewinde als Feingewinde mit Linkssteigung: M 20 x 1,5 LH (LH = left hand = links)
Trapezgewinde: Tr 24 x 4
Mehrgängiges Gewinde, Beispiel Tr 32 x 18 P6 (18 : 6 = 3, d. h. dreigängiges Gewinde). 18 mm ist die Steigung, 6 mm die Teilung.
Gewindeschneiden
Welches Herstellungsverfahren für Gewinde in Frage kommt, richtet sich nach der verlangten Stückzahl und der geforderten Genauigkeit. Geht es um kleine Auftragszahlen oder um Einzelherstellung und Reparaturen, dann sind der Handgewindebohrer, das Schneideisen und die Kluppe die richtigen Werkzeuge.
In der Massenfertigung und bei höheren Genauigkeitsansprüchen kommen das Gewindedrehen, Gewindefräsen, Gewindeschleifen, Gewindewirbeln, Gewinderollen und das Gewindewalzen in Frage.
Innengewinde von Hand schneiden
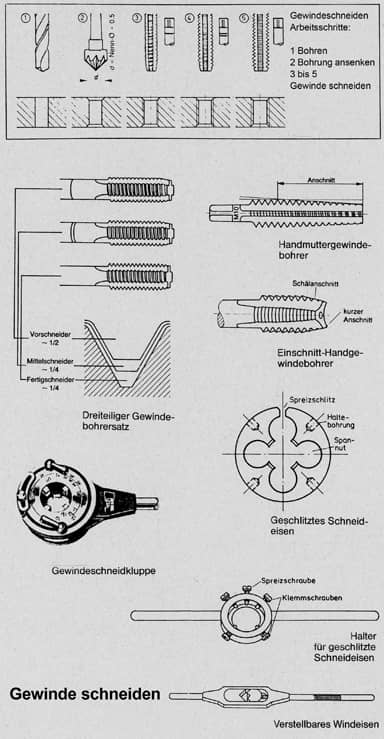
Die Arbeitsschritte bei der Herstellung eines Innengewindes:
Als erstes bohrt man das Kernloch. Es ist etwas größer als der theoretische Kerndurchmesser. Der Grund: Der Gewindebohrer drückt beim Schneiden Werkstoffteilchen nach innen und verkleinert dabei die Bohrung. Diesen Vorgang bezeichnet man als »Aufschneiden«. Die Faustformel, mit der man bei metrischen ISO-Gewinden den Kernlochdurchmesser berechnet, heißt
d = D – P
D ist der Nenndurchmesser (z.B. bei M 8 ist D = 8), P die Gewindesteigung (bei M 8 ist P = 1,25 mm). Für M 8 wäre d = 8 mm – 1,25 mm = 6,75, also 6,8 mm.
Der zweite Schritt ist das Ansenken. Damit erreicht man, dass der Gewindebohrer besser anschneidet und dass er den ersten Gewindegang nicht aus der Bohrung herausdrücken kann.
Nun wird das Gewinde geschnitten. Das Werkzeug dafür ist der Gewindebohrer, der mithilfe des Windeisens in die Kernbohrung hineingedreht wird. Dabei ist darauf zu achten, dass der Gewindebohrer rechtwinklig zur Werkstückoberfläche angesetzt wird.
Gewindebohrerarten
Die am häufigsten verwendeten Gewindebohrer sind der Gewindebohrersatz, der Muttergewindebohrer und der Einschnittgewindebohrer.
Der Gewindebohrersatz besteht aus dem Vor-, dem Mittel- und dem Fertigschneider. Die Schneidarbeit wird deswegen auf drei Werkzeuge verteilt, um die Gewindebohrer nicht zu stark zu beanspruchen und um ein sauberes Gewinde zu erhalten. Der Vorschneider ( er hat einen Ring ) schneidet etwa 50% des Spanvolumens heraus, der Mittelschneider (zwei Ringe) 30%, der Fertigschneider (drei Ringe) 20%. Alle drei Gewindebohrer besitzen einen kegeligen »Anschnitt«, der beim Vorschneider etwa fünf, beim Mittelschneider drei und beim Fertigschneider zwei Gewindegänge lang ist.
Den Handmuttergewindebohrer erkennt man am langen Anschnitt. Er erlaubt es, in dünne Werkstücke (Dicke bis 1,5 mal D) Gewinde in einem Schnitt zu schneiden.
Bei noch dünneren Blechen verwendet man oft den Einschnitt-Handgewindebohrer. Dieser Einzelbohrer mit seinem
»Schälanschnitt« kann den Gewindebohrersatz ersetzen.
Außengewinde schneiden
Beim Schneiden von Außengewinden findet ebenfalls ein Aufschneiden statt. Deshalb muss der Bolzendurchmesser kleiner sein als der Gewindedurchmesser. Die Faustformel dafür heißt: d = D – 0,1 • P 1
Beispiel M 10: d = 10 - 0,1 x 1,5 = 9,85 mm
Außerdem muss der Gewindeanfang mindestens bis auf den Kerndurchmesser angefast werden. Werkzeuge für das Außengewindeschneiden von Hand sind das Schneideisen mit dem Schneideisenhalter.
Über M 12 wird das Schneiden mit dem Schneideisen zu mühsam; dann eignet sich die Gewindeschneidkluppe besser. Mit ihren auswechselbaren Schneidbacken wird sie häufig für das Schneiden von Whitworth-Rohrgewinden verwendet.